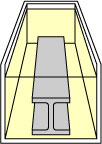
①脱 脂
脱脂浴の主成分は苛性ソーダで、この工程は鋼材加工中に
付着する機械油や防錆用塗料、マーキング等の除去を
目的としており、これらの付着が無い場合には、省略しても
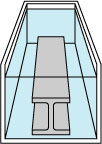
さしつかえありません。②温水洗
脱脂状態の確認。不十分の場合には再度゙脱脂工程を
行います。③酸 洗
鋼材表面の錆やスケールを除去し、メッキ可能な
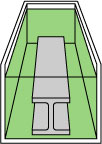
表面状態にする事を目的としています。④水 洗
酸洗状態の確認。不十分の場合は、再度酸洗工程を
行います。⑤フラックス処理
この工程は、
1.鋼材表面上に水洗後も残っている鉄塩を溶解する
2.亜鉛浴に浸漬するまでの鋼材表面の酸化を防止する
3.被メッキ材が浸漬される部分の亜鉛浴表面の
酸化亜鉛を除去する
事を目的としており、メッキ反応の進行を円滑にし、完全な
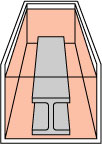
メッキ皮膜の形成を助けるものです。⑦メッキ
一般的に浴温度は450±10℃、浸漬時間は60~120
secの範囲で行いますが、材質や仕様規格等により、
設定条件を変えています。亜鉛浴へのALの添加は、
浴表面の亜鉛の酸化防止と、亜鉛の流動性を向上させる
ためです。⑧冷 却
通常50±20℃の温水中に浸漬し、鉄と亜鉛の合金
反応を止めますが、製品に歪発生の恐れがある場合には、
空冷する事もあります。⑨検 査
使用上有害な突起や亜鉛酸化物等を限度見本との
比較により除去します。また、不良品は、再度亜鉛浴に
浸漬します。